
Nella meccanica, la saldatura di metalli è uno dei processi di lavorazione più diffusi al mondo; esistono differenti procedimenti e tecnologie di saldatura, ognuna adatta a specifici impieghi, tra queste la più utilizzata per lavorazioni di officina è sicuramente è la saldatura M.I.G./M.A.G.
La OMC Costruzioni Meccaniche si è recentemente dotata di nuovi generatori multifunzione M.I.G./M.A.G. SINCOSALD NOVASTAR serie SPEED che rappresentano la più recente e aggiornata tecnologia di saldatura basata su Inverter.
I nuovi generatori utilizzano IGBT (Insulated-gate bipolar transistor) di ultima generazione e controllo digitale dell’arco di saldatura per prestazioni eccezionali ed elevata ripetibilità nei procedimenti di saldatura, inoltre consentono l’utilizzo di nuovi programmi di saldatura:
EVO SPEED
- Incremento sensibile della velocità di saldatura;
- Assenza di spruzzi e controllo dell’arco;
- Cordone di saldatura uniforme e regolare senza formazione di incisioni;
- Utilizzando l’intero campo di regolazioni (Short Arc – Spray Arc) si riduce notevolmente il problema delle deformazioni.
EVO FORCE
- Si distingue per un’elevata capacità di penetrazione, ottenuta con un’ arco molto intenso e concentrato.
- Questo procedimento permette la riduzione dei costi dovuti alla preparazione dei pezzi
- La geometria del cordone si presenta molto regolare con assenza di spruzzi.
- Minima deformazione dei giunti.
Grazie all’utilizzo di apparecchiatura di ultimissima generazione, la OMC Costruzioni Meccaniche può garantire elevata qualità e affidabilità dei componenti prodotti, a tutto vantaggio del cliente finale, e al contempo riducendo notevolmente i tempi dei vari processi di produzione, senza inficiare la flessibilità.
Saldatura M.I.G./M.A.G. o saldatura ad arco con metallo sotto protezione di gas
La saldatura ad arco con metallo sotto protezione di gas prevede l’utilizzo di un elettrodo a filo continuo che fonde sotto una copertura di gas di protezione che ha la funzione di proteggere la zona di saldatura dagli influssi dell’atmosfera circostante.
Tale tipo di saldatura offre svariate possibilità di applicazione in termini di materiale, grado di meccanizzazione e posizione di saldatura e si presta all’unione della quasi totalità dei materiali saldabili, inoltre è un processo particolarmente versatile tanto da consentire l’unione sia di lamiere sottili (a partire da 0,8mm) che di lamiere di alto spessore, oltre a poter essere eseguito sia con torcia manuale che con l’ausilio di sistemi automatizzati come portali o robot.
M.I.G. (Metal-Arc Inert Gas)
Con M.I.G. si intende il processo di saldatura di acciai altolegati e leghe come alluminio, magnesio, materiali a base di nichel e titanio con l’ausilio di un gas inerte (ad es. Ar – Argon o He – Elio).
M.A.G. (Metal-Arc Active Gas)
Con M.A.G. si intende il processo di saldatura di acciai legati e non legati con l’ausilio di un gas attivo (es. CO2 –Anidride Carbonica).
Gas Di Protezione
I gas di protezione utilizzati nei procedimenti di saldatura M.I.G.-M.A.G. sono essenzialmente di due categorie: inerti ed attivi. Appartengono alla prima categoria l’argon, l’elio e le miscele argon-elio mentre si definiscono attivi i gas quali l’anidride carbonica, le miscele di argon con ossigeno o anidride carbonica.
Argon (Ar)
Gas inerte, prodotto dalla distillazione frazionata della atmosfera, cioè estratto dall’aria tramite cicli di successive compressioni ed espansioni che portano la temperatura del gas a valori tali da consentirne la liquefazione. Permette di avere una buona stabilità dell’arco e un facile innesco; grazie alla bassa conduttività termica, la parte centrale della colonna d’arco si mantiene a temperature elevate rendendo più fluide le gocce di materiale.
Elio (He)
Gas inerte, piuttosto raro, scarsamente presente nell’atmosfera e ricavato dal sottosuolo. Utilizzando tale gas si ha una minore stabilità dell’arco ma una maggiore penetrazione; il suo utilizzo è preponderante nelle saldature su grossi spessori e su materiali ad alta conducibilità termica quali, ad es., rame e alluminio. Essendo molto volatile, è necessaria una maggiore quantità di gas per assicurare la giusta protezione alla saldatura.
Anidride Carbonica (CO2)
Gas attivo presente sia nell’aria che nel sottosuolo.
Il più diffuso problema causato dall’utilizzo di questo tipo di protezione è quello di provocare la formazione di eccessivi spruzzi e l’instaurarsi di un arco instabile; il mantenimento di un arco piuttosto corto e di lunghezza costante consente comunque di avere un buon controllo dello stesso, inoltre consente di avere buone penetrazioni nel materiale.
Miscele Attive
Spesso si prediligono miscele dei gas precedenti ad esempio Argon-Ossigeno, Argon-Ossigeno-CO2, Argon-CO2. I gas inerti allo stato puro sono in grado di svolgere l’azione protettiva a qualsiasi temperatura, ma l’aggiunta di gas attivi migliora la stabilità d’arco e il trasferimento del metallo dal filo-elettrodo al bagno di fusione, senza pregiudicare l’azione protettiva.
Modalità Di Trasferimento
Nel procedimento di saldatura M.I.G./M.A.G. le modalità del trasferimento del metallo d’apporto dal filo-elettrodo al bagno di fusione dipendono, oltre che dai parametri elettrici di saldatura, anche dal diametro del filo, dal tipo di generatore utilizzato e dal gas impiegato; in base a questi parametri il trasferimento delle gocce può avvenire con:
Short-Arc
(Trasferimento Ad Immersione, Dip-Transfer o A Corto Circuito)
Il metallo di apporto si trasferisce nel bagno di fusione sotto forma di gocce che si immergono nel bagno stesso, creando continui cortocircuiti. Tale trasferimento è caratterizzato dalla presenza di intensità di correnti fino a 200 A, dall’utilizzo di fili pieni sottili, da 0,6 mm a 1,2 mm, rendendo così possibile la saldatura di piccoli spessori e la saldatura in tutte le posizioni. Si ottiene con generatori in corrente continua.
Spray-Arc
(Trasferimento A Spruzzo)
Le gocce di materiale d’apporto sono “spruzzate” nel bagno di fusione per effetto dell’elevata corrente, creando un flusso continuo di materiale. Questa caratteristica si ottiene con generatori in corrente continua con correnti superiori a 200A e i fili di diametro superiore a 1 mm. Viene generato un bagno di fusione molto fluido e di notevole penetrazione, adeguato alla saldatura in posizione piana soprattutto su medi e grossi spessori
Pulsed-Arc
(Trasferimento Ad Impulsi o Ad Arco Pulsato)
Questo procedimento è ottenibile solo con generatori in corrente pulsata che causano il distacco di gocce di piccole dimensioni e permettono di ottenere la caratteristica dell’arco a spruzzo (spray arc), ma a correnti più basse, anche l’apporto termico, le dimensioni del bagno e la penetrazione sono molto simili. Particolarmente utilizzato con materiali come l’alluminio o l’acciaio inossidabile, dove il procedimento Short Arc non garantisce risultati sufficienti.
Fili Di Saldatura
I fili di saldatura possono essere distinti in base alla loro composizione chimica e alla morfologia della loro sezione che può essere costituita di solo metallo (fili pieni) oppure presentare un’anima interna contenente dei granuli (fili animati).
I fili pieni hanno generalmente la stessa composizione del materiale base, con l’aggiunta di elementi che possono aiutare nella pulizia del materiale base; i diametri di comune impiego sono 0,6 – 0,8 – 0,9 – 1 – 1,2 – 1,6 mm.
I fili animati non sono costituiti da metallo massiccio ma si presentano internamente riempiti di polvere granulare; questa ha le stesse funzioni del rivestimento degli elettrodi.
I fili animati, rispetto ai fili pieni, hanno più stabilità dell’arco e penetrazioni più profonde, garantiscono una migliore estetica del giunto, eliminando in molti casi i lavori di finitura (es. molatura degli spruzzi) e riducendo il pericolo della formazione di difetti quali le porosità; naturalmente l’utilizzo di fili animati richiede l’asportazione della scoria, come per la saldatura ad elettrodo M.M.A.; i diametri di comune impiego sono 0,6 – 0,8 – 0,9 – 1,2 – 1,6 mm.
Generatori Di Corrente
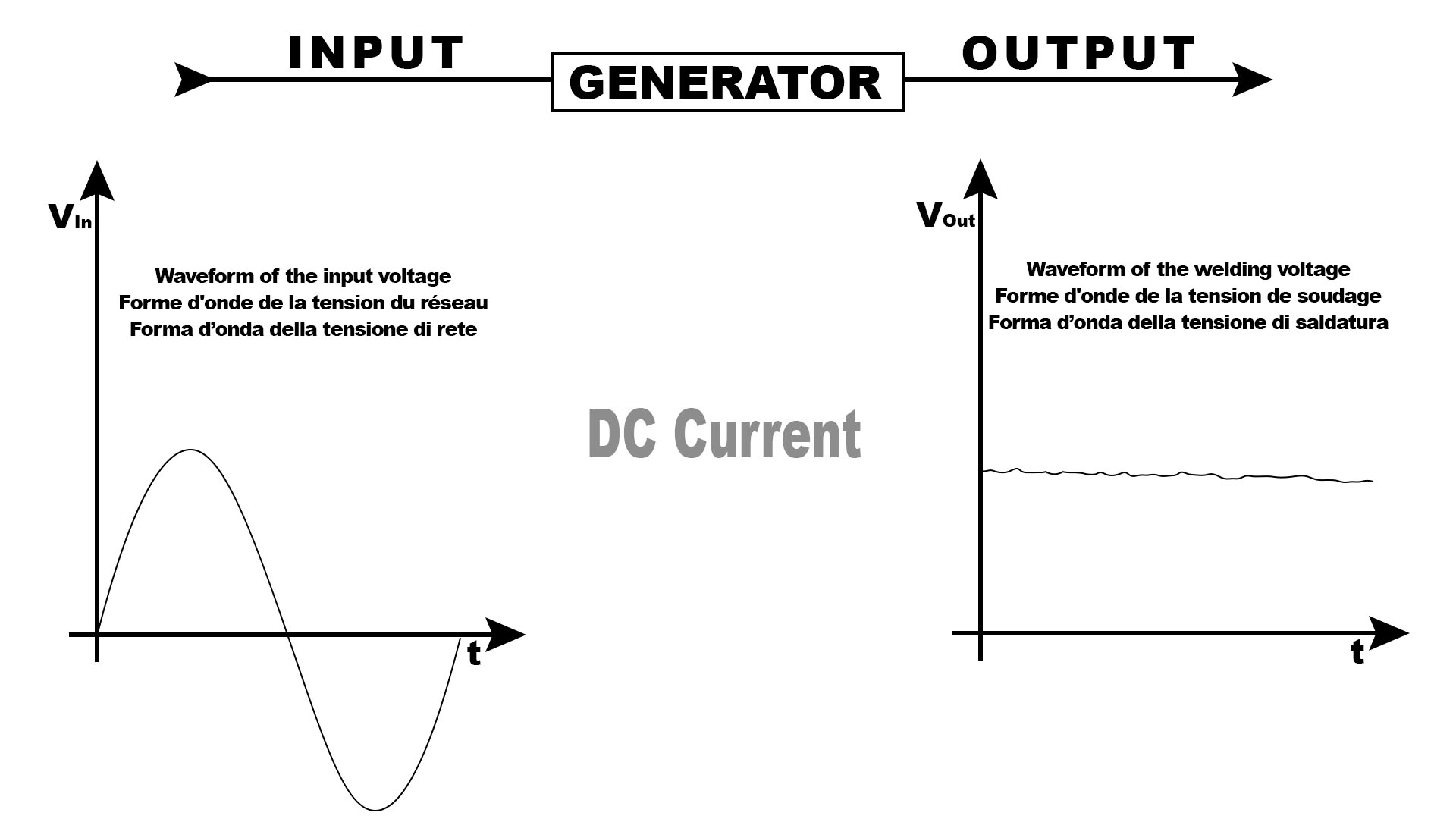
Corrente Continua DC
I generatori in corrente continua sono i più diffusi e sono caratterizzati da una elevata stabilità, infatti l’arco elettrico alimentato a tensione costante e generato su un filo apportato a velocità costante tende a stabilizzarsi naturalmente. I parametri della tensione e della velocità del filo possono essere selezionati con una certa tolleranza data la flessibilità del processo, in questo modo si può ottenere il trasferimento delle gocce sia con il procedimento Short Arc che Spray Arc.
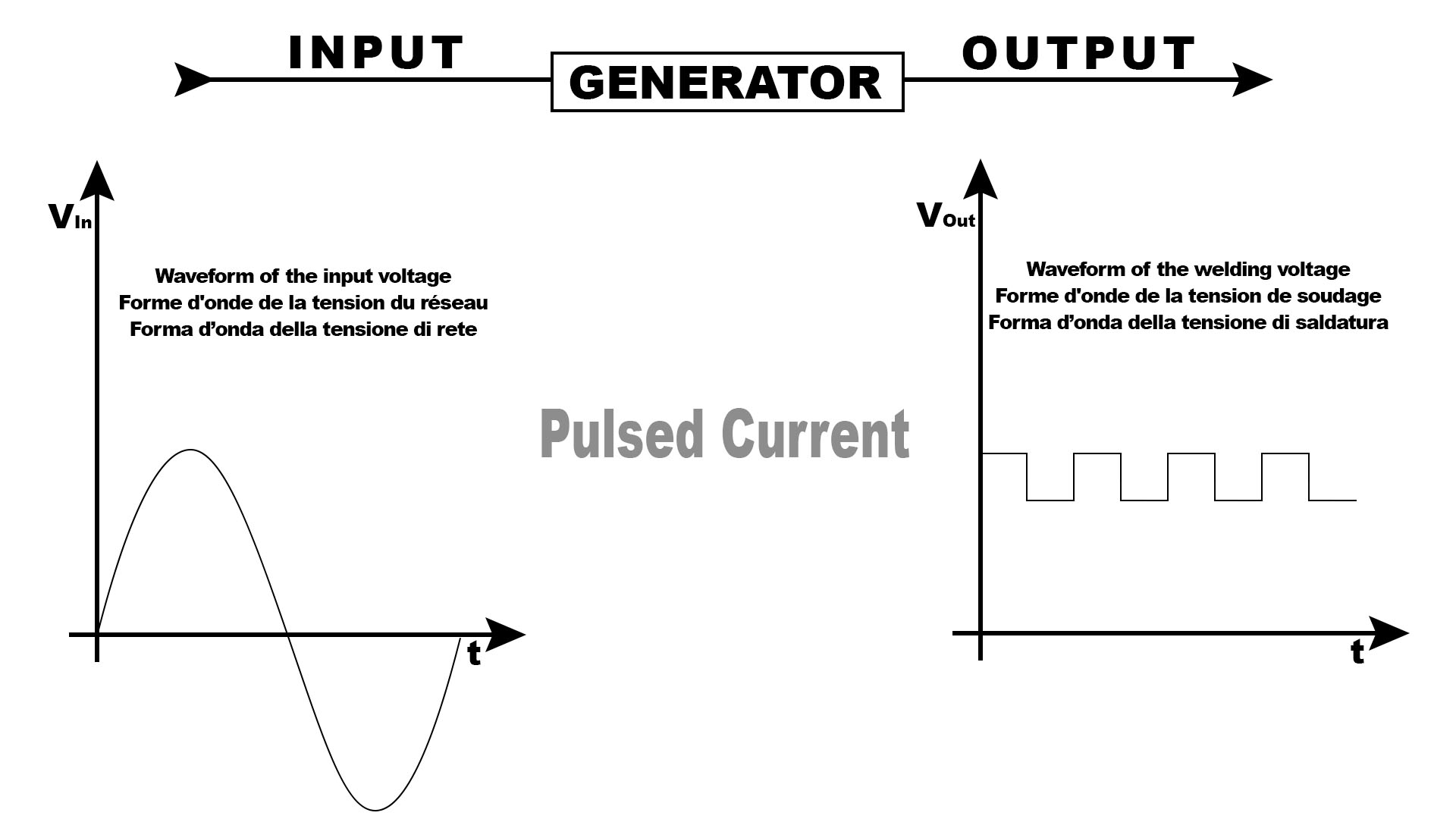
Corrente Pulsata
In questo caso il generatore non si occupa più di regolare la tensione, bensì la corrente, che viene modulata con un treno di impulsi (da qui il nome “pulsato”) che hanno lo scopo di forzare il distacco della goccia dal materiale di apporto; in questo caso impulsi e velocità del filo devono essere ben sincronizzati per ottenere una saldatura accettabile.
Determinato il tipo di generatore di corrente, anche la diversa connessione dei poli della sorgente di saldatura al materiale da saldare determina differenti modalità di lavoro:
- Corrente Continua Con Polarità Diretta
La torcia viene collegata al polo negativo e il materiale da saldare al polo positivo della sorgente erogatrice: questo tipo di connessione viene utilizzata solo nella saldatura con fili animati. - Corrente Continua Con Polarità Inversa
La torcia viene collegata al polo positivo della sorgente e il pezzo da saldare al polo negativo della macchina erogatrice: è il collegamento più frequentemente utilizzato.
I Materiali
Acciai dolci, al carbonio
Gli acciai al carbonio si saldano in corrente continua con polarità inversa applicando esclusivamente il procedimento di saldatura M.A.G., le applicazioni vanno dall’utilizzo della sola CO2 , alle miscele Ar-CO2 in varie percentuali (la più diffusa è 80% argon, 20% CO2 ), maggiore è la percentuale di Argon presente nella miscela, migliori sono le caratteristiche e la stabilità d’arco.
Le caratteristiche della saldatura sono molto buone, soprattutto in Short Arc dove si ottengono bagni di saldatura consistenti che permettono applicazioni in tutte le posizioni.; è necessario preparare i giunti con smusso con spessori superiori ai 3 mm.
Acciai inossidabili
Gli acciai inossidabili si saldano in corrente continua o in corrente pulsata con polarità inversa applicando esclusivamente il procedimento di saldatura M.A.G., il gas di protezione impiegato deve essere composto da miscele Ar + CO2 oppure Ar + O, la percentuale di Argon non deve comunque essere inferiore al 98% della miscela per evitare una forte ossidazione del cromo presente nel materiale base.
Gli spessori dei giunti oltre i 2,5 mm devono essere smussati; il materiale d’apporto deve essere particolarmente adatto alla qualità dell’acciaio inossidabile da saldare, inoltre per l’esecuzione di una buona saldatura è consigliabile la molatura dei punti.
Alluminio e sue leghe
L’alluminio e le sue leghe si saldano in corrente continua o in corrente pulsata con polarità inversa applicando il procedimento M.I.G.; il gas di protezione impiegato è generalmente Argon puro, ma possono essere utilizzati anche Elio puro oppure miscela Ar + He.
Per la saldatura in piano, indipendentemente dallo spessore, viene impiegata la tecnica Spray-Arc o/e Pulsed-Arc; viene impiegata invece la tecnica Short-Arc sulla saldatura di spessori sottili in posizioni verticale e ad angolo.
Considerate le caratteristiche dell’alluminio é consigliabile, anziché la molatura, la fresatura dei punti stessi.
Altri materiali
Il procedimento di saldatura MIG/MAG viene utilizzato anche su materiali quali il nichel e sue leghe, il rame e sue leghe; per tutti questi si impiega corrente continua con polarità inversa.
Per quanto riguarda la saldatura del rame su spessori superiori ai 5 mm è consigliabile l’utilizzo del procedimento M.I.G. considerando comunque che le intensità di corrente devono essere regolate in base alla posizione di saldatura e allo spessore dei giunti.